

Robo Cylinder Code Example, Incremental Moves
The Robo Cylinder can also store points that are executed as incremental moves instead of point to point moves. These increment moves simply change the current position by the amount that is stored in the incremental move. In the example the point table has ten taught...
Robo Cylinder Code Example, “PUSH” mode
The Robo Cylinder can execute moves in the "PUSH" mode. In a "PUSH" move the actuator can move normally to a certain point and then push a certain distance at a specific force. In the example above we have four taught positions. The first two positions are simple...
Robo Cylinder Code Example, Point-to-Point Motion
Though the controller is simple to program, it is flexible in the positions that are taught. Each position in the point table can have it's own velocity, acceleration, and deceleration. The Robo Cylinder can then move from point to point in response to external...
Serial Communication Whitepapers
Listed below are the Serial Communication Whitepapers currently available. If you have any documentation on serial integration with vision, HMIs, etc., please contact us. We will consider your documentation for inclusion in the next release of IAOnline and IAOnline...
Two-Hand Anti-Tie Down Code Example
Code Example, 'Two-Hand Anti-Tie Down' For safety purposes, machine builders will sometimes integrate a control method known as "two-hand no tie down" that eliminates the ability of a machine operator to override the two-hand button cycle start. Two-hand cycle start...
Code Example: IN & INB Commands
On bigger machines, I/O points can become occupied very quickly. The example of I/O-based subroutine select is fine where only 4 different parts are concerned, but what if the machine was used to run 16 parts, or even 32? This is where the IN and INB commands come in....
Code Example: Pick & Place 2
This example uses the same application as the standard pick and place, but utilizes “pointers” or “indirect addressing” to minimize lines of code. The standard pick and place example is fine for only 8 possible place points, but what if this pallet was expanded to 100...
Code Example: Pick & Place 1
This example demonstrates a simple pick & place routine. This is based off of a two-axis linear system with a pneumatic z-axis and pneumatic gripper. For now, we will assume that the controller is an XSEL controller with standard “sinking” (NPN) I/O. Both the x-axis...
Code Example: Position Monitor
It has become commonplace to monitor encoder feedback within a program in order to start a process based on actual position. The most reliable way to do this is to either tie directly into the lines of the encoder to get real-time encoder feedback. However, this...
Code Example: Palletizing
Code Example, Palletizing In small-scale palletizing operations, teaching all the points in a tray works fine, as long as those points never change and your pallet is small. Industry has shown various palletizing applications from 16 points to thousands on a single...
Code Example: I/O Subroutine Select
In a factory setting, it's rare that a machine is dedicated to one style part for its application. For example, Machine A does a dispense pattern of sealant on small outboard motor engine blocks. The dispense pattern differs depending on which engine block is being...
Code Example: Dispensing with I/O
The basic dispensing is fine, but with high viscosity liquids, puddling and trailing can occur when the dispense head turns on and off. In order to battle this problem, we arm you with the "back-to- back" PATH method of turning on outputs in mid-path. For this to...
Code Example: Dispensing
Dispensing with the SEL Language is very simple. Our software uses b-spline approximation for its linear interpolation on the PATH, ARC and CIR commands. These commands can be used "back-to-back" to yield a continuous motion throughout the dispense pattern. Physical...
Code Examples: SCARA Arm Modes
The images demonstrate the two different arm modes that the SCARA operates in. The commands to control how the SCARA reacts to different arm configurations are shown below: LEFT: For moves following this command, LEFT arm mode takes priority. RIGH: For moves following...
Code Example: Palletizing with Recovery
The first palletizing example works fine under applications that don't require cycle recovery upon E-stop or power down. The following example uses a "global variable" to maintain the variable count controlling the pallet position increment. Global variables do not...
Code Example: SCARA Palletizing
The SCARA software is shipped without the OFST command available. The following example demonstrates a palletizing operation on the SCARA without using the OFST command. Features of this program: E-stop recovery Code for a two-pallet system (pick from pallet, place on...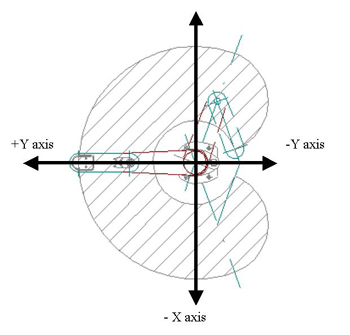
Code Example: IX SCARA Coordinates and Homing
The IX SCARA robot implements the X-SEL controller. The X-SEL controller will make additional commands available, that are exclusive only to the IX SCARA. With the expanded command set also comes three additional tools that are described in the following notes. In...
Login Area & Phone Support


